 18796870765
18796870765






























在線式smt高速點膠機
發布時間:2021-07-28
來源:歐力克斯
已被瀏覽:1249次
分享到:
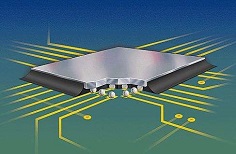
歐力克斯在線式smt高速點膠機采用高品質CCD視覺系統,工業高清攝像頭,具有全區視覺識別系統,可多個產品同時任意方向擺放, 無需精密治具即可自動點膠作業,智能化程度高,同時搭載THK靜音導軌,花崗巖大理石基座,松下伺服電機、噴頭清潔裝置、全自動氣源處理系統、噴頭加熱系統。

2、任意點,線,面,圓弧等不規則曲線連續點膠功能;
3、高速、低噪音速度直流無刷電機使點膠更好;
4、靜電消除器可以把靜電消除在±100V以內;
5、點膠力度自動補償功能,使操作更加方便;
6、XY的區域陣列,平移旋轉運算功能,反用料盤,適用不同工作的定位;
7、支持三軸空間直線插補、三軸空間圓弧插補、橢圓弧插補;
8、支持電腦圖形的導入功能,可導入PLT文件、TCF文件和G代碼文件。
固化:其作用是將貼片膠融化,從而使表面組裝元器件與PCB板牢固粘接在一起。所用設備為固化爐,位于SMT生產線中貼片機的后面。
回流焊接:其作用是將焊膏融化,使表面組裝元器件與PCB板牢固粘接在一起。所用設備為回流焊爐,位于SMT生產線中貼片機的后面。
清洗:其作用是將組裝好的PCB板上面的對人體有害的焊接殘留物如助焊劑等除去。所用設備為清洗機,位置可以不固定,可以在線,也可不在線。
檢測:其作用是對組裝好的PCB板進行焊接質量和裝配質量的檢測。所用設備有放大鏡、顯微鏡、在線測試儀(ICT)、飛針測試儀、自動光學檢測(AOI)、X-RAY檢測系統、功能測試儀等。位置根據檢測的需要,可以配置在生產線合適的地方。
返修:其作用是對檢測出現故障的PCB板進行返工。所用工具為烙鐵、返修工作站等。配置在生產線中任意位置。
SMT點膠常見問題與解決方案:
在線式smt高速點膠機特點:
1、全自動點膠機具有畫點、線、弧、圓,不規則曲線連續補間輸入程序等功能及可三維點膠;2、任意點,線,面,圓弧等不規則曲線連續點膠功能;
3、高速、低噪音速度直流無刷電機使點膠更好;
4、靜電消除器可以把靜電消除在±100V以內;
5、點膠力度自動補償功能,使操作更加方便;
6、XY的區域陣列,平移旋轉運算功能,反用料盤,適用不同工作的定位;
7、支持三軸空間直線插補、三軸空間圓弧插補、橢圓弧插補;
8、支持電腦圖形的導入功能,可導入PLT文件、TCF文件和G代碼文件。
SMT基本工藝構成要素:
點膠:它是將膠水滴到PCB的的固定位置上,其主要作用是將元器件固定到PCB板上。所用設備為點膠機,位于SMT生產線的最前端或檢測設備的后貼裝:其作用是將表面組裝元器件準確安裝到PCB的固定位置上。所用設備為貼片機,位于SMT生產線中絲印機的后面。固化:其作用是將貼片膠融化,從而使表面組裝元器件與PCB板牢固粘接在一起。所用設備為固化爐,位于SMT生產線中貼片機的后面。
回流焊接:其作用是將焊膏融化,使表面組裝元器件與PCB板牢固粘接在一起。所用設備為回流焊爐,位于SMT生產線中貼片機的后面。
清洗:其作用是將組裝好的PCB板上面的對人體有害的焊接殘留物如助焊劑等除去。所用設備為清洗機,位置可以不固定,可以在線,也可不在線。
檢測:其作用是對組裝好的PCB板進行焊接質量和裝配質量的檢測。所用設備有放大鏡、顯微鏡、在線測試儀(ICT)、飛針測試儀、自動光學檢測(AOI)、X-RAY檢測系統、功能測試儀等。位置根據檢測的需要,可以配置在生產線合適的地方。
返修:其作用是對檢測出現故障的PCB板進行返工。所用工具為烙鐵、返修工作站等。配置在生產線中任意位置。
SMT點膠常見問題與解決方案:
| 常見問題 | 原 因 | 解決方案 |
| 拖 尾 | 膠嘴內徑太小;涂覆壓力太高;膠嘴離電路板間距太大;膠粘劑過期或品質不佳;膠粘劑粘度太高;冰箱中取出后立即使用;涂覆溫度不穩定;涂覆量太多;膠粘劑常溫下保存時間過長。 | 更換內徑較大的膠嘴,調低涂覆壓力:選擇涂覆壓力:選擇涂覆壓力:選擇“止動”高度合適的膠嘴;檢查膠粘劑是否過期及儲存溫度:選擇粘度較低的膠粘劑;充分解凍后再使用;檢查溫度控制裝置:調整涂覆量:使用解凍的冷藏保存品。 |
| 膠嘴堵塞 | 不相容的膠水交叉污染;針孔內未完全清潔干凈;針孔內殘膠有厭氧固化的現象發生;膠粘劑微粒尺寸不均勻。 |
更換膠嘴或清潔膠嘴針孔及密封圏;清洗膠嘴;注意勿將固化殘膠擠入膠嘴(如每管膠的開頭和結尾);不使用黃銅或銅質的點膠嘴(丙烯酸脂膠粘劑在本質上都有厭氧固化的特性);選用微粒的膠粘劑。 |
| 空洞 | 注射筒內壁有固化的的膠粘劑;異物或氣泡;膠嘴不清潔。 |
更換注射筒或將其清洗干凈;掛除氣泡。 |
| 漏膠 | 膠粘劑內混入氣泡。 | 高速脫泡處理;使用針筒式小封裝。 |
| 元件偏移 | 膠粘劑涂覆量不足;貼片機有不正常的沖擊力;膠粘劑濕強度低;涂覆后長時間放置;元器件形狀不規則,元件表面與膠粘劑的親和力不足。 | 調整粘劑涂覆量;降低貼片速度;大型元件最后貼裝;更換膠粘劑;涂覆后1H內完成貼片固化。 |
| 強度不夠 | 熱固化不充分;膠粘劑涂覆量不夠;對元件浸潤性不好。 | 調高固化爐的設定溫度;更換燈管,同時保持反光罩的清潔;無任何油污;調整膠粘劑涂覆量;咨詢供應商。 |
| 粘接度不足 | 施膠面積太小;元件表面塑料脫模劑未清除干凈:大元件與電路板接觸不良。 | 利用溶劑清洗脫模劑,或更換粘接強度更高的膠粘劑,在同一點上重復點膠,或采用多點涂覆,提高間隙充填能力。 |
| 掉件 | 固化強度不足或存在氣泡,點膠施膠面積太小;施膠后放置過長時間才固化,使用UV固化時膠水被照射到的面積不夠,大封裝元件上有脫模劑。 | 確認固化曲線是否正確及粘膠劑的抗潮能力,增加涂覆壓力或延長涂覆時間;選擇粘性有效時間較長的膠粘劑或適當調整生產周期,涂覆后1H內完成貼片固化,增加膠量或雙點施行膠,使膠液照射的面積增加;咨詢元器件供應商或更換粘膠劑。 |
| 施膠不穩 | 冰箱中取出就立即使用,涂覆溫度不穩,涂覆壓力低,時間短;注射筒內混入氣泡;供氣氣源壓力不穩,膠嘴堵塞;電路板定位不平;膠嘴磨損;膠點尺寸與針孔內徑不匹配。 | 充分解凍后再使用;檢查溫度控制裝置;適當調整涂覆壓力和時間,分裝時采用離心脫泡裝置:檢查氣源壓力,過濾齊,密封圈;清洗膠嘴,咨詢電路板供應商;更換膠嘴;加大膠點尺寸或換用內徑較小的膠嘴。 |
| 點膠壓強 | 不同品牌的紅膠粘度有差異,分裝的針筒規格不一樣,導致氣壓、時間差異。 | 在不影響品質條件下,氣壓、時間在工作范圍內即可;IPC紅膠工藝沒有一定的工氣標準。 |




關于歐力克斯
解決方案
產品中心

掃一掃關注手機端官網
Copyright ? 2019 m.yoyoholiday.com 版權所有 深圳市歐力克斯科技有限公司
地址:蘇州市昆山市周市鎮開貴路11號協和5G科技產業園
電話:18796870765
關注歐力克斯
